 ️
️Vát Mép Là Gì? Phân Loại Và Giới Thiệu Về Phương Pháp Gia Công
- 2023-02-11
- GIA CÔNG CƠ KHÍ
- 10 phút đọc
Chắc hẳn các bạn đã quá quen thuộc với vát mép hay vát góc khi thiết kế - chế tạo chi tiết máy rồi nhỉ? Ai cũng biết mục đích của việc vát mét là để loại bỏ phần sắc nhọn tại góc các chi tiết như vậy sẽ an toàn hơn cho anh em lắp ráp hay khi vận chuyển vận hành sau này. Vậy ngoài ra chúng còn có mục đích gì khác không hãy tìm hiểu cùng XTMechanical Blog qua bài viết sau đây.

Mục lục
- Vát mép là gì?
- Phân loại vát mép
- Mục đích của vát mép
- Phương pháp gia công vát mép
1. Vát mép là gì?
Vát mép hay vát góc là một công đoạn gia công nhằm xử lý hoặc loại bỏ phần cạnh sắc nhọn trên chi tiết máy.
Thông thường có 2 cách vát mép phổ biến là vát cạnh thẳng (chamfer) và bo cạnh tròn (Fillet).
2. Phân loại vát mép.
Cùng nhìn vào hình dưới đây để phân loại vát mép.
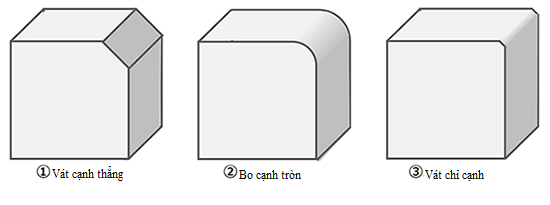
- 2.1 Vát cạnh thẳng (chamfer)
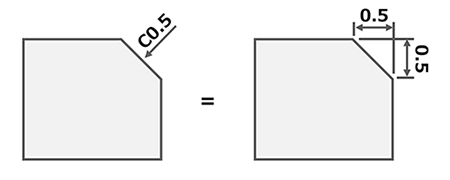
Vát cạnh thẳng (chamfer) là một quá trình tạo ra một bề mặt phẳng nhỏ với một góc độ xác định ở góc của chi tiết. Vát mép được đề cập ở đây có kí hiệu trên bản vẽ là C….
Ví dụ trong hình dưới đây, vát mép được đánh kí hiệu C0.5. Ý nghĩa của kí hiệu này là góc được vát với độ dài 0.5 tính từ cạnh và có góc vát là 45°. Lưu ý rằng 0.5mm không phải là chiều dài của cạnh huyền. Có dạng vát đối xứng và vát bất đối xứng, lúc này góc vát sẽ không còn là 45° nữa.
- 2.2 Bo cạnh tròn (fillet)
Bo cạnh tròn là quá trình bo tròn các góc của chi tiết. Trong bản vẽ nó được kí hiệu là R… ví dụ R3 có nghĩa là phần bo tròn tại góc có bán kính là 3 mm. Trong gia công người ta gọi là 「gia công R」hay 「gia công vòng」.
- 2.3 Vát chỉ cạnh.
Vát chỉ cạnh là những đường vát tạo ra một bề mặt rất mảnh trên chi tiết. Thông thường chỉ khoảng C0.2-C0.3 mm. Nhưng không giống như vát mép C hay bo cạnh tròn R, hình dạng và kích thước của vát chỉ cạnh không được xác định rõ ràng. Trong các bản vẽ, nó thường được viết là "vát chỉ cạnh với các góc không chỉ thị" hoặc "loại bỏ ba via các cạnh".
3. Mục đích của Vát mép.
- Sản phẩm sẽ an toàn và thân thiện hơn với thợ lắp ráp.
Sau khi gia công, chi tiết có các góc và gờ khá sắc bén. Vô tình hay không cẩn thận chạm vào những khu vực như vậy bằng tay trần rất dễ bị thương và nguy hiểm. Vát mép cho chi tiết sẽ giúp chúng trở nên an toàn hơn khi sử dụng.
- Cải thiện chất lượng
Nếu các chi tiết sắc nhọn hoặc gờ vẫn còn, chúng không những gây nguy hiểm cho con người mà có thể gây trầy xước các chi tiết, bộ phận khác tiếp xúc với chúng, hoặc ba via còn sót lại có thể bong ra và gây ra sự cố không mong muốn.
Ngoài ra, trong quá trình gia công cắt gọt, các cạnh của phôi có thể phồng lên do biến dạng dẻo. Do đó khả năng lắp ráp sẽ kém đi hoặc rủi ro các bộ phận sẽ bị hư hỏng do lắp ráp không hợp lý tăng lên. Việc vát mép làm tăng cơ hội ngăn chặn những vấn đề này.
- Giúp cho công việc lắp ráp trở nên dễ dàng hơn
Đối với những chi tiết dạng tấm có tính đối xứng cao nhưng không phải đối xứng tuyệt đối, bằng cách sử dụng 1 phần vát làm chỉ dấu, bạn có thể lắp ráp trơn tru và nhanh hơn. Đối với các chi tiết dạng trục hay trụ dài khi luồn trục qua lỗ mà trục và lỗ không có sự chênh lệch về kích thước một các rõ ràng việc vát mép cho phép bạn luồn trục vào lỗ một cách dễ dàng hơn.
4. Phương pháp gia công vát mép
Vát mép có thể được thực hiện theo nhiều cách, bao gồm phay bằng máy phay, gia công tiện (tiện) và gia công bằng tay, ở đây chúng tôi sẽ giới thiệu vát mép bằng máy phay.
Trước hết, phay là một phương pháp gia công trong đó dao phay quay liên tục và tiếp cận vào phôi được cố định trên bàn gá phôi.
Việc vát mép có thể được thực hiện dễ dàng bằng cách sử dụng dao cắt vát mép được thiết kế theo hình dạng gia công và có sẵn trên thị trường.
Ngoài ra, trong trường hợp vát mép chữ C, cũng có thể sử dụng máy phay dao đầu vuông đa năng kết hợp với khả năng nghiêng dụng cụ hoặc phôi gia công trên các máy gia công hiện đại.
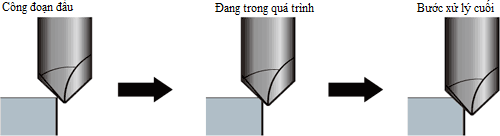
Hai điểm sau đây rất quan trọng trong khi gia công.
- Việc cài đặt các điều kiện cho độ sâu gia công tối đa là rất quan trọng.
- Nếu lượng cắt gia công lớn, chúng tôi khuyên bạn nên gia công theo từng giai đoạn một.
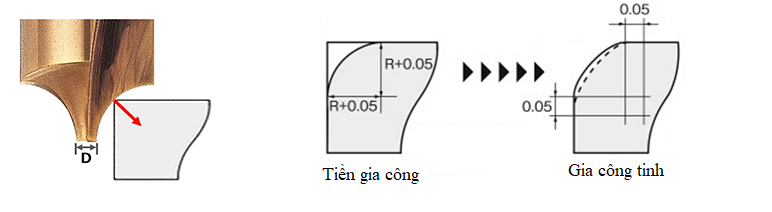
Ngoài ra, vui lòng tham khảo những điều sau đây khi vát bo cạnh tròn R. Lý tưởng nhất là hướng cắt phải gần như giống nhau cho cả Ad và Rd.
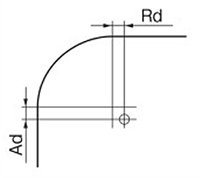
Thay đổi độ sâu cắt vát giữa tiền gia công và gia công tinh hoàn thiện cụ thể như sau:
- Tiền gia công: Độ sâu cắt cho mỗi bước phải từ 0.2D trở xuống đối với cả Rd và Ad (D là đường kính đầu). Để lại lề cho công đoạn hoàn thiện là 0.05mm.
- Gia công tinh hoàn thiện: Chiều sâu cắt phải là 0.05mm cho cả Rd và Ad.
Trên đây là bài viết về vát mép, một công đoạn đơn giản nhưng quan trọng trong gia công chi tiết máy. Mọi đóng góp ý kiến xin để lại ở phần comment bên dưới bài viết. Xin cảm ơn và hẹn gặp lại các bạn ở những bài viết tiếp theo.
Tác giả bài viết: Nguyễn Văn Hòa.
Tham khảo tại: 面取りとは?種類や加工方法をご紹介 | 技術情報 | MISUMI-VONA【ミスミ】 (misumi-ec.com)







0 Bình luận